咨询热线:
18036091963

前言
一辆新能源汽车在高速行驶中突然出现中控屏黑屏,检修发现竟是电池包电磁干扰导致——随着电动汽车智能化程度提高,这类EMI问题正成为行业新痛点。
01.行业痛点:新能源汽车EMI的三大特殊挑战
图片来源于网络 侵删
随着电动汽车向800V高压平台、碳化硅电控方向发展,EMI问题呈现新的复杂性:
1.高压系统带来的高频干扰
● 电控系统开关频率提升至20kHz以上,产生高达MHz级的电磁噪声
● 电池包内部BMS与外部充电机通信受干扰,数据误码率飙升
2.紧凑空间下的散热与屏蔽矛盾
●电池包能量密度提升导致散热压力增大
● 传统屏蔽材料厚度占用宝贵空间,影响热管理效率
3.严苛环境下的耐久性要求
● 车辆振动、温度循环(-40℃至125℃)加速材料老化
● 高压电弧可能击穿普通屏蔽材料
02.康丽达新能源汽车专项解决方案
1.电池包BMS系统屏蔽方案
针对电池管理系统信号干扰问题,康丽达开发了专用屏蔽组合:
● 超薄导电泡棉:厚度0.5mm,表面电阻 ≤0.03Ω
● 复合屏蔽胶带:铝箔-导电布双层结构, 屏蔽效能>60dB
2.电控单元集成化屏蔽设计
●VC均热板+屏蔽一体化:厚度0.25mm, 导热系数提升5倍
● 柔性吸波材料:有效吸收高频谐振,降低辐射发射
03.核心技术突破:材料创新应对极端环境

高导热屏蔽复合材料
康丽达研发的石墨镀铜材料实现突破:
● 垂直导热系数:450W/(m·K)
● 屏蔽效能:70-90dB(10MHz-3GHz)
● 长期耐温:-40℃至150℃
振动环境下的可靠性保障
通过特殊结构设计,康丽达导电泡棉在振动测试中表现优异:
● 共振频率点位移<0.1mm
● 2000次振动循环后电阻变化率<5%
04.实测数据:满足汽车级标准要求
康丽达新能源专用材料通过严格测试:
● 电气性能:表面电阻≤0.05Ω,绝缘电阻≥100MΩ
● 环境适应性:通过85℃/85%RH 1000小时测试
● 耐久性:机械振动后屏蔽效能衰减<3%
05.选型指南:按应用场景选择合适方案
电池包内部
● 推荐:全方位导电海绵+屏蔽胶带组合
● 优势:耐电解液腐蚀,保持长期稳定性

电控单元
● 推荐:高导热屏蔽垫片
● 优势:兼顾散热与屏蔽,节约空间

车载电子
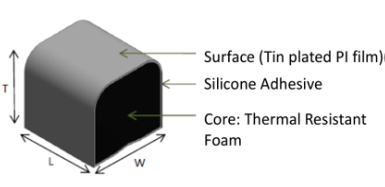
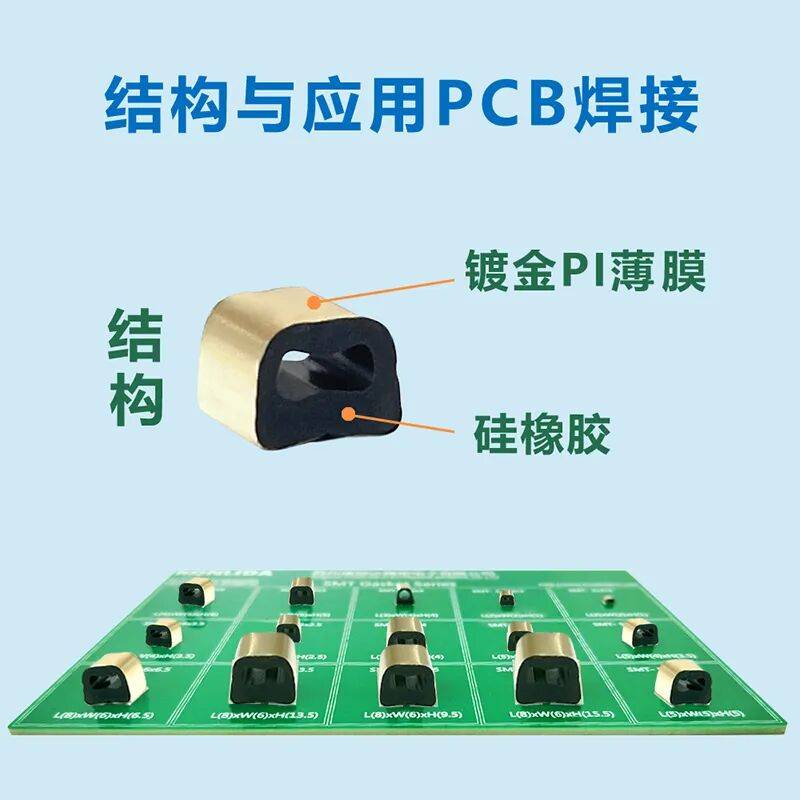
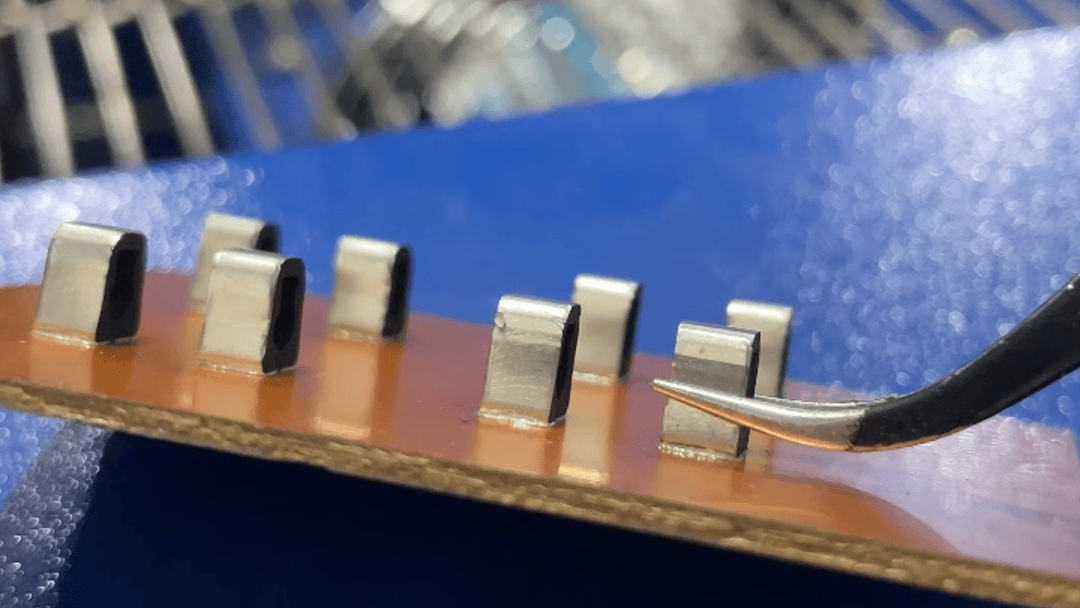
● 推荐:SMT导电泡棉
● 优势:适合自动化贴装,一致性高

06.技术发展趋势
新能源汽车EMI屏蔽技术正向以下方向发展:
● 轻量化:重量减轻30%的同时保持屏蔽效能
● 智能化:内置传感器实时监测屏蔽状态
● 集成化:屏蔽-散热-结构功能三合一





 sales78@konlidacn.com
sales78@konlidacn.com 江苏省苏州市吴中区胥口镇东欣路88号
江苏省苏州市吴中区胥口镇东欣路88号